







电动款熔融指数测试仪
产品说明:




熔体流动速率仪是是指在一定温度、负荷和活塞位置条件下,塑料通过规定长度和内径的口模的挤出速率,以规定时间挤出的质量作为熔体质量流动速率,简称MFR,单位为g/10 min;和以规定时间挤出的体积作为熔体体积流动速率,简称MVR,单位为cm³/10 min;流动速率它可区别热塑性塑料在熔融状态下的粘流特性,有助于分析材料性能的相对值,预测加工过程中树脂流动的相对难易程度,是配料、生产、物性检测环节中一个技术指标。
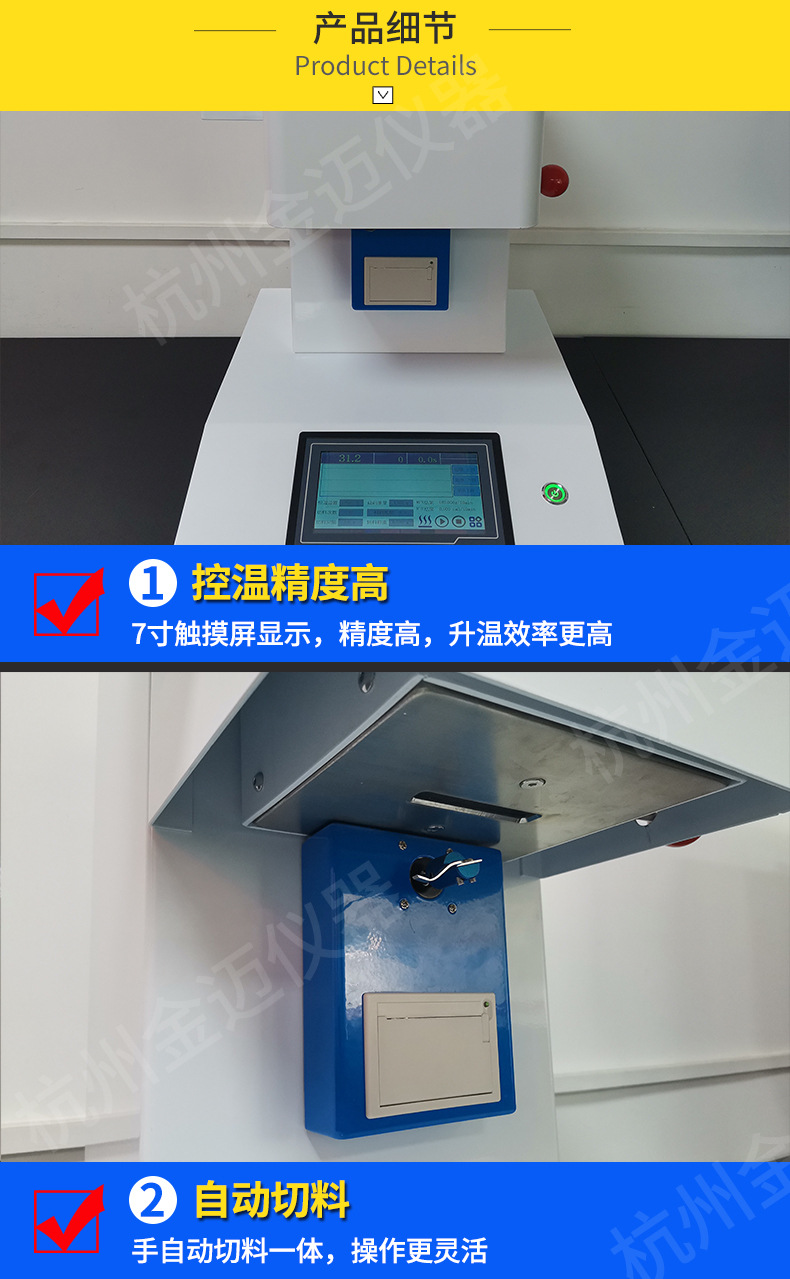
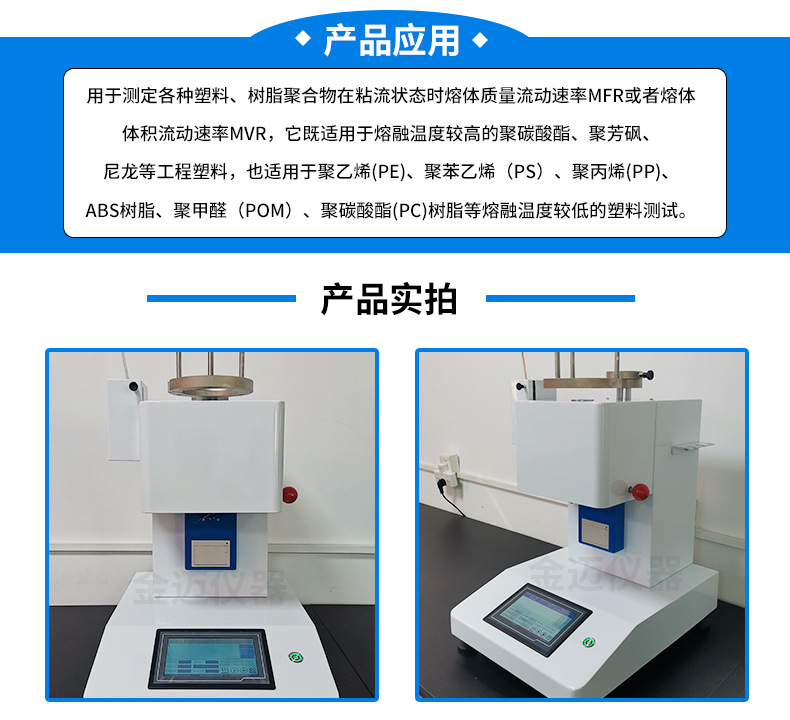
本系列熔融指数仪为快速精准测量而特别设计,具有结构坚固、操作简便、性能稳定可靠等特点;使用了高精度的PID恒温技术,温控精度高;关键零件氮化处理,强度硬度高,热膨胀变形小。 JM-3682M-EL和JM-3682MV-EL为电动加载砝码带自动切割的机型,是指预先将一组砝码放置在砝码托架上,实现电动加载和卸载,减少人工操作;
|
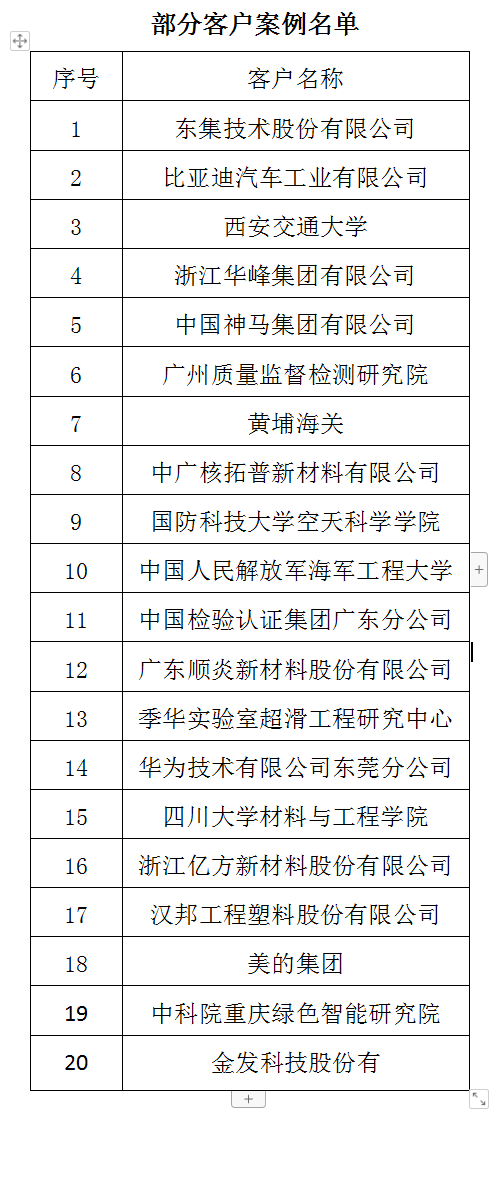
用途: 用于测定各种塑料、树脂聚合物在粘流状态时熔体质量流动速率MFR或者熔体体积流动速率MVR,它既适用于熔融温度较高的聚碳酸酯、聚芳砜、氟塑料、尼龙等工程塑料,也适用于聚乙烯(PE)、聚苯乙烯(PS)、聚丙烯(PP)、ABS树脂、聚甲醛(POM)、聚碳酸酯(PC)树脂等熔融温度较低的塑料测试。 备注:可选配测试氟材料 |
应用行业: 塑料行业;橡胶行业;计量质检;高等院校;科研实验所;商检仲裁、技术监督部门;石油化工;电工电器;复合材料;其它行业。 |
|
依据标准: 1、GB/T3682.1-2018《热塑性塑料熔体质量流动速率(MFR)和熔体体积流动速率(MVR)的测定》 2、ISO 1133:1997《热塑性塑料熔体质量流动速率MFR和熔体体积流动速率MVR的测定》 3、ASTM D1238《挤压式塑性计测定热塑性塑料熔体流动速率的标准测试方法》 4、JB/T5456《熔体流动速率仪技术条件》与JJG 878-《熔体流动速率仪》标准规范 |
|
JM-3682系列熔融指数仪的基本要素是符合国际标准中指定精度要求和测试方法,包括ISO 1133, GB/T3682,JIS K7210, ASTM D1238等标准规范。
根据ASTM D1238 程序A(对应GB/T3682.1-2018方法A)测定:熔体质量流动速率 (MFR)
在这个方法中,挤出物在指定的时间内切下,然后在精密天平上称出被切下的质量,测试结果是每个单元时间内挤出的质量,单位为g/10 min,所得到的MFR值与切割时间和所称质量的精度有关。本方法在GB/T3682.1中称为质量测量方法,也称方法A,本方法适合市场上大部分的塑料原料与制品,ASTM D1238 程序A中描述的质量流动度在0.15g~50g/10 min的适用本方法。
根据ASTM D1238 程序B(对应GB/T3682.1-2018方法B)测定:熔体体积流动速率 (MVR)
这个方法需要在活塞杆负荷托盘下端安排一个位移传感器,用于精准监测挤物的体积,体积由在一定时间内活塞的位移距离计算得到,单位为cm³/10 min;本方法需要在口模底部安装一个密封性能良好的口模档板,为阻止熔体在倒计时流出口模。本方法在GB/T3682.1中称为位移测量方法,也称方法B,位移测量方法显著的优势是消除机械切割由于流速快无法有效切割的影响,并可同步记录活塞位移的距离和测试时间的特性,同时可达到高精确度,即使是针对极短测量时间的材料;比如:高流动速率的PP聚丙烯熔喷布原材料;ASTM D1238 程序B中描述的质量流动度在0.50g~50g/10 min的也适用本方法。
根据ASTM D1238 程序C(对应GB/T3682.1-2018半口模要求)测定
按GB/T3682.1-2018有关口模使用情况下的说明,如果测量材料的MFR值大于75 g/10 min,MVR值大于75cm³/10 min,可以使用高度为4.000mm±0.025和内径为1.050mm±0.005的半口模。
根据ASTM D1238 程序D(对应GB/T3682.1-2018 流动速率比)测定
测定一种材料在相同温度不同负荷下获得的MFR(或MVR)两个值的比;流动速率比(FRR)一般用来表征材料分子量分布对热塑性塑料流变行为的影响。
主要特点:
|
l 简单易懂的测量步骤 l 稳定可靠,寿命长 l PID温度控制,升温速度快,恒温精度高 l 更好的温度稳定性与均匀性 l 在填料之后,能迅速恢复恒温状态 l 多语种应用功能,适应不同的国别使用 |
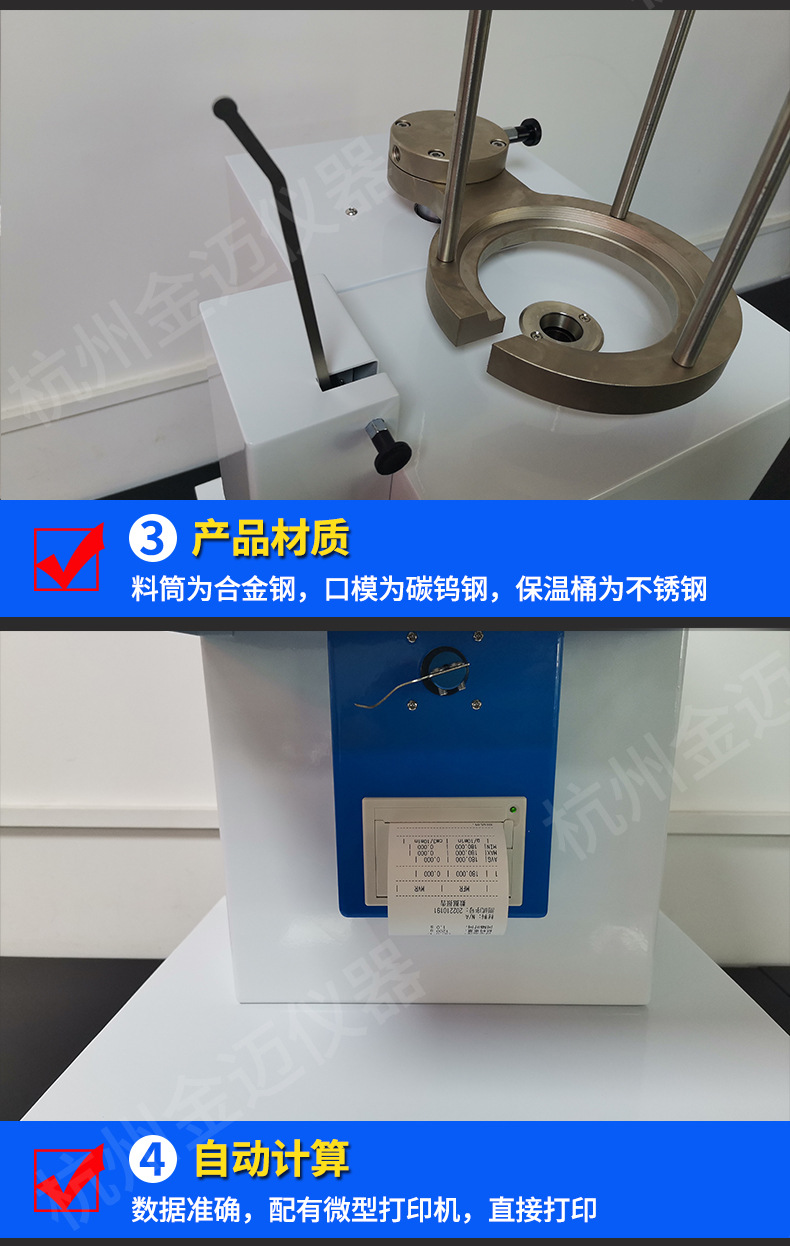
l 带有自动切料装置,可随意设定切割时间 l 配有打印机,将测试结果自动打印输出 l RS232接口,可直接连接电脑输出数据 l 测量完成后,可自动打印出测量数据 l 通过DE-120密度仪可自动读取平均数(选购) |
|
l 挤压出料部分
出料口直径:Φ2.095±0.005毫米,出料口长度:8.000±0.025毫米 装料筒直径:Φ9.550±0.007毫米,装料筒长度:152± 0.025毫米 活塞杆头直径:9.474±0.007毫米,活塞杆头长度:6.350±0.100毫米 l 标准试验负荷:共8级全套砝码 |
l 温度范围:常规室温-400℃(500℃可选) l 恒温精度:±0.5℃ l 显示分辨率:0.1℃ l 切料方式:可选手动或自动切料 l 温度恢复时间:小于4分钟 l 打印:微型打印机自动打印输出 l 电源电压:AC220V / 50HZ 或AC110 /60HZ; 依使用国别选择不同的电源电压 l 可选配测试氟材料 |
标准配件
|
l 砝码1套,计8件0.325kg(1#在1级负荷内) 、 1.2 kg 、2.16 kg 、3.8 kg 、5.0 kg 、10.0 kg 、12.5 kg 、21.6 kg l 砝码托盘1件(在1级负荷内) l 装料斗1件 l 口模清理棒1件 l 装料杆1件 l 料筒清理杆1件(组合件) |
l 活塞杆1件(在1级负荷内) l 口模1件 l 纱布2卷 l 打印纸2卷 l 电源线1条 l 说明书1份 l 合格证1份
|
JM
|
型号 |
JM-3682M-EL |
JM-3682MV-EL |
|
|
砝码加载方式 |
电动加载 |
电动加载 |
|
|
显示方式 |
7寸触摸屏 |
7寸触摸屏 |
|
|
测量结果 |
质量 MFR |
质量与体积 MFR与MVR |
|
|
切料方式 |
手动/自动一体 |
||
|
出料口直径 |
Φ2.095±0.005毫米,出料口长度:8.000±0.025毫米 |
||
|
装料筒直径 |
Φ9.550±0.007毫米,装料筒长度:152± 0.025毫米 |
||
|
活塞杆头直径 |
Φ9.474±0.007毫米,活塞杆头长度:6.350±0.100毫米 |
||
|
试验负荷/精度 |
325-21600g不连续,共8级全套砝码;精度≤±0.5% |
||
|
温度控制范围 |
常温~400℃ |
||
|
温度控制分辨力 |
0.1℃ |
||
|
恒温精度 |
±0.2℃ |
||
|
温度均匀度 |
±1℃ |
||
|
位移分辨率/精度 |
0.001mm/0.01mm(针对体积法MVR) |
||
|
温度恢复时间 |
≤4min |
||
|
计时范围 |
0~6000s |
||
|
计时分辨率/精度 |
0.001s/0.01s |
||
|
倒数时间设定 |
可自由设定(300s/240s) |
||
|
自动切割装置 |
设定间隔时间(1~2000s任意设定),自动完成切割 |
||
|
测定范围
|
0.1~100 |
MVR:0.1~3500 MFR:0.1~2500 |
|
|
报告方式 |
自动打印 |
自动打印 |
|
|
净重/毛重 |
约80KG/105KG |
约80.2KG/105.2KG |
|
|
电源电压 |
AC220V/50Hz 或AC110/60Hz; 依使用国别选择不同的电源电压 |
||




电话:0571-88035229
手机:17767180598
邮箱:
地址:

Copyright © 2017 All Rights Reserved 金迈仪器 版权所有